轧辊代表了各个行业生产线中所有动态零件的核心。皮带将电动机的轴连接到辊上,而辊绕水平轴的旋转会引起辊的线性运动。在一条生产线上,通常有100多个滚筒安装在不同的高度,以确保产品符合质量标准。在加工、包装、钢铁、造纸、印刷等行业,由于十几个辊的旋转,纸张从生产线的起点到终点都要经过很长的距离。

它们的正确对齐是确保所需产品质量并确保轴承和皮带等机械零件寿命长的重要活动。也就是说,辊子的错位在摩擦力获得水平分量的点上引起的压倒性的应力,从而导致这些零件失效。滚筒错位引起的另一个问题是纸浆和纸张等敏感材料断裂,或者高强度材料的材料厚度不均匀。
传统的滚筒位置测量方法
传统的经纬仪测量方法是辊子位置测量中应用最广泛的技术之一,主要依靠激光测量。即使是最新一代的这种设备也只能测量两个轴,水平轴和垂直轴。使用激光进行位置测量的最大问题是需要沿着整个滚筒的长度设置视线。滚轮默认安装在封闭空间内,因此侧面接近滚轮很难实现。技术人员必须拆除许多机械零件进行测量,并在完成位置调整后重新组装。
此外,技术人员必须手动读取和记录所有测量值。测量结束后,技术人员必须分析大量数据来能发现有问题的辊,这是非常苛刻的。经纬仪方法的另一个问题是,由于双轴测量的限制,无法确定不同高度辊子之间的相对位置,这额外延长了所需的停机时间。此时,所有工业制造商都认为使用这种技术所需的维护范围极广,更重要的是,由于同样的问题再次出现,因此不够准确。
ParAlign最准确、最省时的测量和调整服务
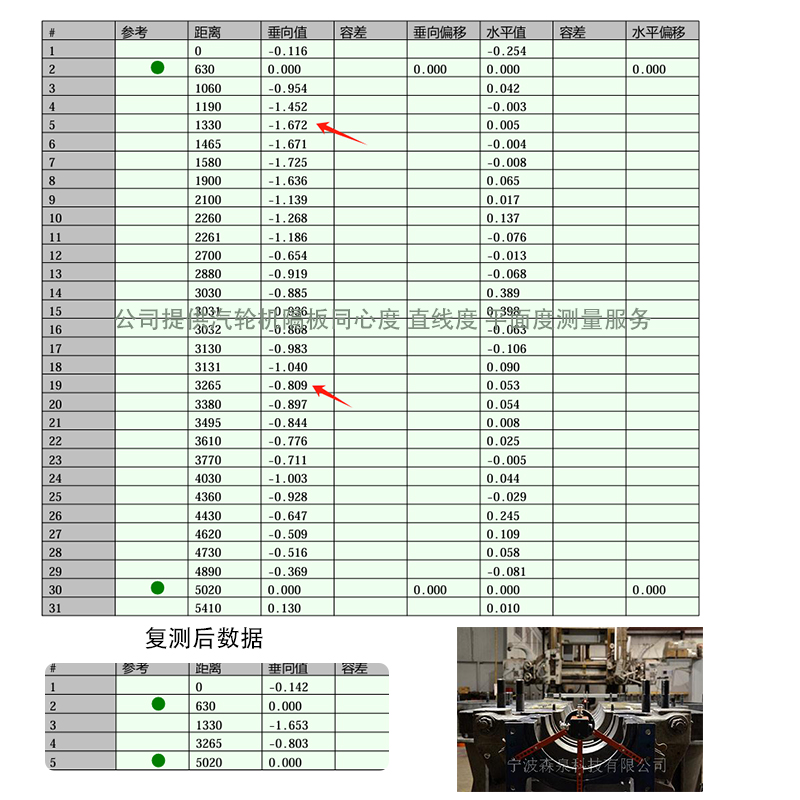
ParAlign测量系统内部有三个航空航天工业中经常使用的微型精密环形激光陀螺仪。在辊子的测量过程中,陀螺仪由于质量惯性而保持其旋转轴不变,即使其底座发生移动。由于旋转轴保持固定,内置机构决定倾斜角度。ParAlign系统拥有三个陀螺仪,它们沿着空间中的三个坐标(x、y和z)交错排列。由系统确定的三个角度——滚转、俯仰和偏航——始终给出其在空间中的准确位置。因此,不需要视线来进行精确测量。技术人员只需在20度的范围内将设备扫过每个辊的圆周即可完成测量。
ParAlign捕获和传输测量值的速度是传统经纬仪方法的五到十倍。测量值立即无线传输到笔记本电脑。视觉图形报告使机械师能够立即观察和注意到需要进行哪些调整,以便使用精密垫片和千分表进行正确的校正。所有ParAlign服务附带的图表提供了每个辊的水平和垂直偏移,并模拟了卷筒的路径,显示了松弛和张力可能发生的位置。测量一个辊只需要大约30秒。因此,一名技术人员可以在不到一天的时间内调整整台机器。