轧辊平行度对准技术——有哪些方式
了解您的轧辊对齐选项
辊轴对齐在这个复杂的市场中,为您的特定应用和环境选择好解决方案可能具有挑战性且耗时,而且选择错误可能代价高昂!
我们将介绍大多数较新的辊对准技术,以帮助您评估每种技术的优点和缺点,并希望避免选择错误方法或系统的陷阱。
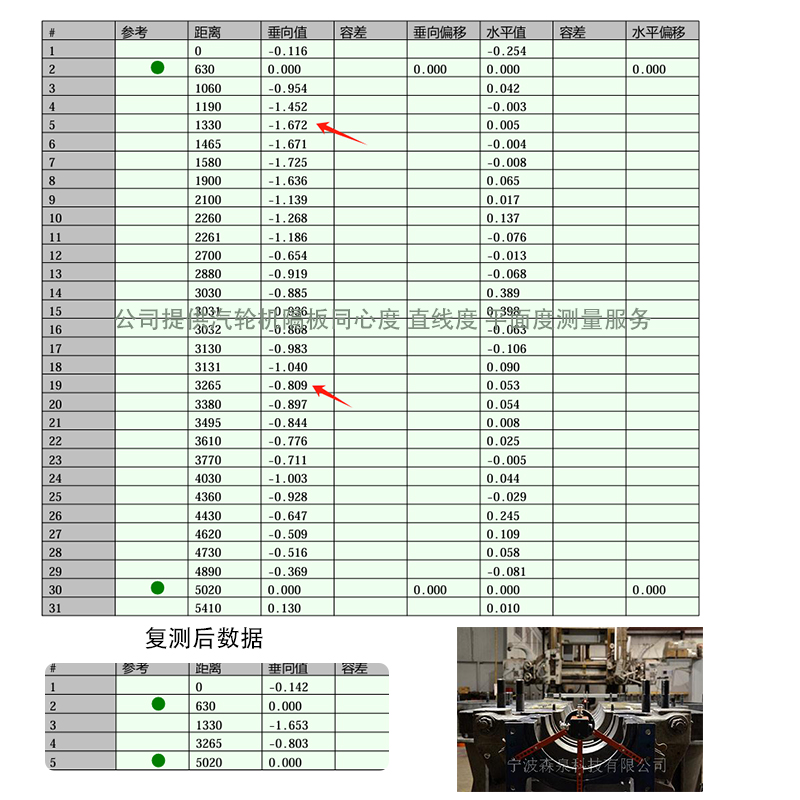
造纸厂、薄膜生产线、印刷机、纺织厂以及铝箔和铜箔厂等轧辊机械平行度调整是至关重要的环节。

常见的对齐问题

未对齐的辊可能会导致许多非常严重的问题,例如产品从辊上“漂移”、起皱、撕裂甚至完全断裂,所有这些都可能导致停机时间过长并增加废品。
使问题的解决方案变得复杂的是,通常用于安装机械的基于光学的对准方法通常不是定期对准检查的最佳解决方案,因为它们需要使用“永久”安装在地板上的墙板来
建立“偏移中心线”参考。地面随着时间的推移,“硬”混凝土会开裂、沉降和移动,这会导致纪念碑位置发生重大变化,从而导致严重的对齐错误。
此外,正常操作产生的振动可能会导致许多机器逐渐偏离其相对于地面安装架的初始位置,从而产生类似的结果。

对准主要有哪几种选择
1.激光线从发射器投射到安装在待检查或对准的辊上反射器上,投射到检测器.上参考线的激光线会立即指示辊是否垂直于固定辊。

2.五棱镜或“光束弯曲”激光器– 使用 2 个三脚架,1 个用于固定激光器,1 个用于固定可移动五棱镜夹具,该夹具可将光束弯曲 90 度以测量滚动。

3.激光跟踪器– 使用昂贵且技术含量高的三角测量方法来跟踪后向反射器球固定装置,该固定装置可测量相对于预先建立的参考的滚动情况。
4.基于陀螺仪的技术– 使用军用级陀螺仪技术来测量相对于地球自转的滚动。
多平面自动旋转激光器– 使用 2-3 个相互垂直的自动旋转激光平面和便携式参考目标固定装置,可以非常快速、准确地将激光器从一个部分移动到下一个部分以测量卷数。
以下是这些误差如何显着影响测量精度:
激光器的垂直度误差为0.02mm/m。激光与参考辊对齐,其垂直激光束指向机器的侧面,作为机器的“偏移中心线”。
便携式五棱镜夹具的垂直度误差为0.02 mm/m。该夹具安装在三脚架上,并定位在机器下方待测量的卷筒部分中。五棱镜夹具通过肉眼对准激光束,并将光束弯曲 90 度以测量辊的平行度。这导致卷对卷平行度组合误差为 0.04 毫米/米
使用五棱镜夹具,您必须使用视觉目标将夹具置于激光束的中心。如果旋转五棱镜的旋转轴未与激光对齐,则在 180 度扫描中,用户会得到相对于定心误差 2 比 1 的平移误差,当用户在五棱镜夹具中旋转激光束以到达夹具上方或下方的辊时,
会存在人为误差
激光跟踪技术
对于训练有素的工程师来说,激光跟踪仪是一种非常精确的技术,通常用于复杂的机器安装,其中测量组件的 XYZ 位置对于组装和启动非常重要。它们也可用于对齐。
激光跟踪器的主要缺点之一是运行它们需要高程度的培训和技能。为了获得良好且准确的结果,需要专业技术人员或工程师来运行系统和软件。虽然这可能适用于停机时间不成问题的新安装,
这并不是一种非常有效的方法,因为操作员的技能不熟练,并且增加停机时间。
激光跟踪器的另一个非常重要的缺点是成本高,可能比其他基于激光的技术高 2-3 倍。激光跟踪仪当然有一席之地,但不在维护部门的工具库中!
基于陀螺仪的技术
基于陀螺仪的对准系统基于陀螺仪技术。该系统的优点是设置速度快,并且可以非常快速地测量水平度和平行度。这些系统的典型分辨率指定为 0.008 mm/m。
对于许多潜在购买者来说,该系统的价格昂贵得令人望而却步。此外,陀螺仪技术的出口限制地区的销售。因此,该设备通常作为使用设备的对准服务,但每小时费用非常高。
陀螺仪系统不提供实时测量,而是为用户提供滚动对准报告。当作为服务提供时,这需要在对机器辊的对准进行调整后进行后续访问以验证对准情况。由于每小时费用很高,
这会显着增加每台机器对准的总体成本。在很多情况下,年费足够高,足以证明购买基于激光的对准系统是合理的。