墨辊和给水辊的压区的间距实时快速调整
更换胶辊、水辊中,只靠印刷机长的经验操作的现状,让繁琐的调校变得简单、准确,提高胶辊、水辊更换的效率,并减少调整过程对胶辊的无谓损伤。
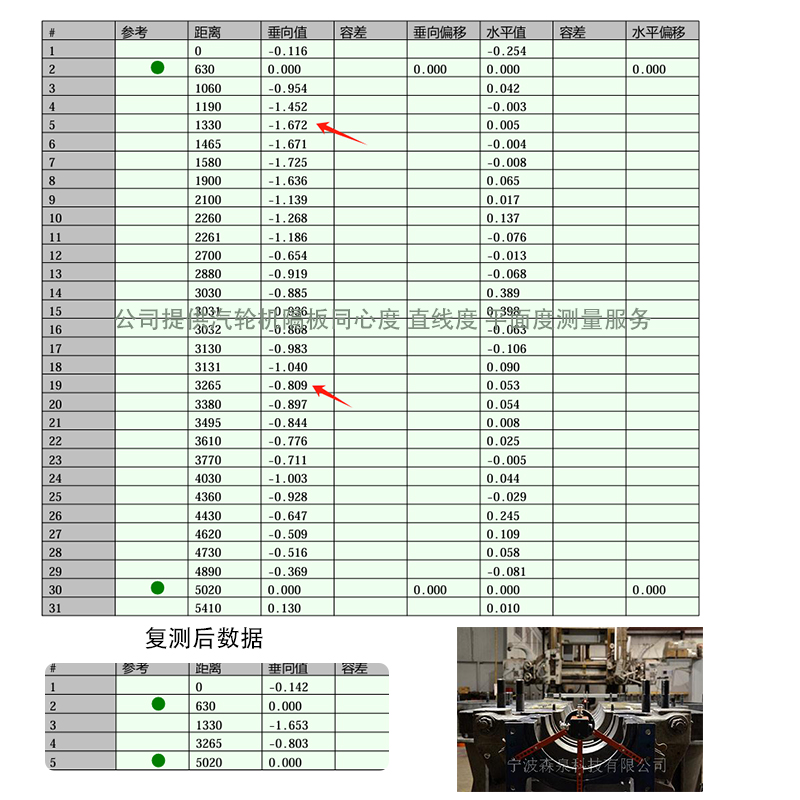
比如说重复订单的印刷品,即使在温度和湿度被严格控制管理的印刷工厂,假使使用同样的油墨、纸张、印版、印刷机和墨斗,也无法保证每次印刷的浓度一致,因调整浓度而导致延迟开机,并且也增加纸张的过度损耗。这个问题的主要原因之一,是墨辊和给水辊的压区的间距变化而引起的。胶辊受异丙醇的影响产生硬化,或是下陷;因UV油墨的影响又会导致胶辊出现膨胀的现象,也就是说胶辊的间距就像活的生物-样在不断的变化。所以,定期检测压区的间距,并定期检测压区的间距,并进行微调整,是保证印刷品的标准化的-一个不可或缺的步骤。

用于印刷机装配现场,对印刷压辊,牵引胶辊等合压状态的数字化检测。可对该部分部件的装配结果准确、快速测量检测,进一步提高工作效率。
无线感应片夹在胶辊中间,检测数据实时显示,可以用于调整胶辊之间的压区,两个感应片同时测定。
数据结果可以保存,方便携带。
测定范围:1-30mm
测定单位:mm/inches
测定精度:0.1mm
测定误差:+-10%
无线测定范围10m
电池:纽扣型锂电池CR2032
总重量:42g(含手柄 电池 感应片)
本机尺寸:300*75*25mm
测定值是,通过应用(平板)无线(蓝牙)连接,实时显示


其他传统测试方法:
1.插钢片测试法。靠印刷能力高的人员,凭手感经验将0.15~0.20mm钢片在墨辊之间插拉,因每个人员的经验不一一,会导致安装后的实际情况也会不一样。
2.压墨杠测试法。在印刷机施加一-些浅色壘,让机器运转起来一会儿,等油墨走均匀后,停机,再稍等一会儿。点动机器,让墨辊之间停机时的接触弧面转到可以观察的位置,会发现墨辊上有墨杠出现,然后用墨杠的宽度来衡量压力的大小。这种办法费时、费力,而且无法通过准确的数值来反映墨辊的平行度。
胶辊安装不当造成的故障
1.造成着墨辊和下串墨辊接触压力大。着墨辊和下串墨辊接触压力大,会出现墨辊的线速度和印版滚筒的线速度不一致,产生速度差,对印版磨损加大,降低印版的耐印率。同时,由于辊间的交变应力大,所以摩擦生热多,导致胶辊老化快,磨损也更加严重,墨辊的使用寿命会缩短。
2.造成着墨辊和下串墨辊接触压力过轻。着墨辊和下串墨辊接触压力过轻,会使传墨性能差,造成印品墨色不一致或水墨不平衡。清洗墨辊不容易清洗干净,长期下来,导致墨辊釉化而传墨不良。