离心泵、鼓风机是化工行业常用的典型高速旋转设备 ,主动机、从动机由膜片联轴器联接。 对于大型高速旋转机械而言对中(找正)工作是非常重要的检修环节,采用传统的百分表安装找正方法,需要耗费大量的人力和物力,而且时间周期也非常长。随着科学技术的发展 ,激光对中技术近年来在安装找正过程中应用越来越多,该技术具有方便、快捷、精确、高效等诸多特点。

一、激光对中仪工作原理
激光对中仪的测量原理与传统的单表找正法 (翻转法)原理相同。激光发射器通过高电压激发出一定波长(通常为650nm)的光波,通过两端透镜和反射镜的反复作用,只有平行于中心线的光束被发射出去,形成激光。Easy—Laser激光对中仪接收器采用PSD定位技术,在PSD的两端施加电压 ,激光打到PSD 的不同位置则会在两端产生不同的电流 ,然后经由模数转换器转换为数字信号。PSD测量和读取的是激光的能量中心,能量中心在PSD位置上的位移变化表示了设备盘车过程中的角度和位移的变化。最后通过设计好的计算程序将计算结果以数据和图形在显示单元 (主机)的 屏幕上给出,并显示出非基准端设备的前、后地脚高低 方向的垫片调整值以及左右方向的调整值。
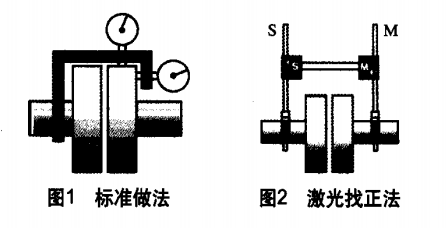
√轴对中的标准做法
如图1所示,直到今天很多没有激光对中仪的单位仍然使用该方法。该方法用联轴器背部读数差来确定位移,用端面读数差来确定角度。该方法的主要缺点是:表架的挠度原因,长跨距的轴对中无 法作;当跨距小于100ram时,一般需要塞尺配合才能确定角度偏差;每调整一次都需要重新测量;当有轴向窜动时该方法无法使用。
如图2所示,激光对中法。s单元与M单元固定在联轴器的两侧,输入两个探测器之间的距离、探测器至调整前地脚、探测器至调整后地脚的距离等相关数据,操作完成后仪器以图形方式自动显示出两台设备之间的平行偏差和角度偏差,并自动给出可调整设备前、后地脚高低方向的垫片调整值及左右方向的调整值。
二 激光对中仪在离心泵找正中的应用实例
以某化学工业有限公司动力部调速锅炉给水泵修理找正为例。该机组电动机和多级泵是通GWT58 无级调速型液力偶合器联接传递动力。机组联轴器找正还要求预置热膨胀值偏差。以往采用打表法找正,需要做找正专用支架,由于跨度大表架的挠度原因,往往找正过程漫长,费时费力,找正结果误差无法保证,导致机组开车后振动偏大或运行周期达不到修理要求。
近两年来,某化学工业有限公司修理该机组时 则采用 Easylaser激光对中仪进行找正。由于激光对中技术精确,操作方便,不但大大提高工作效率还能有效地保证设备运行周期。
1、进入软脚测量程序,将激光探测器转动至12点钟位置,调整激光束照射至靶心位置,打开目标靶,依次按照程序指定的顺序松开和拧紧每个地脚螺栓,仪器显示出每个地脚的测量结果。 2、进行设备粗调。首先将探测器转到9点钟的位置 ,将两个激光束调整至目标靶的中心位置,然后将探测器转到3点钟的位置,检查激光束照射在标靶的位置,调整电动机 ,使得激光的光束照射到两个目标靶的靶心 。
3、进入时钟测量法程序进行测量。将探测器分别转到9、12、3点钟的位置测量数据并确认。然后再进行预置热膨胀值偏差输入 ,按要求液力偶合器联轴器 比电动机联轴器垂直方向上在室温30~C左右时低O.25~ 0.30mm 。
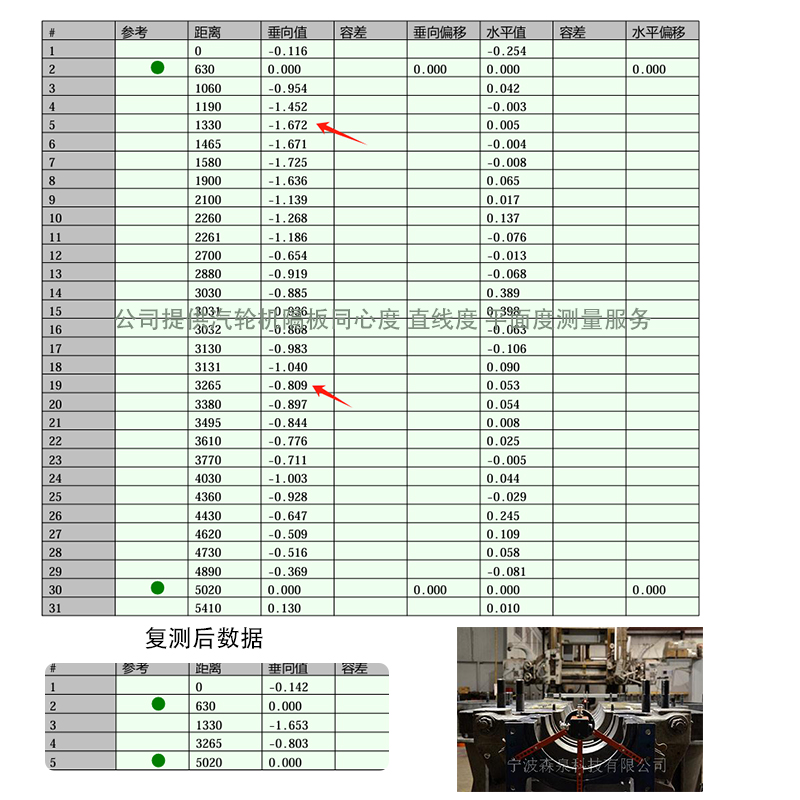
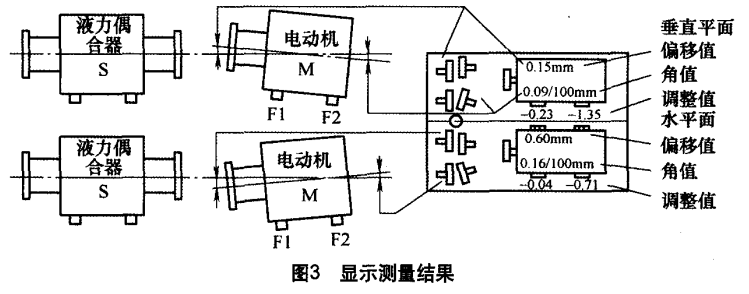
4、对测量数据进行调整 ,如图3所示,在高低方向电动机前地脚加入0.25ram垫片 ,电动机后地脚加入1.40mm垫片。在水平方向上电动机前地脚向3点钟方向移动0.04mm,电动机后地脚 向9点钟方向移动0.71mm。调整结束后再进行一次时钟法测量 ,最终测量结果数据满足找正要求。判断测量结果是否在允许范围之内,可以在程序中查找通用标准要求 (该设备工作转速为2980r/min,偏差要求为平行位移偏差控制在 0.05mm以内,角度偏差控制在0.05mm/100mm之内)。
5)进行测量数据保存,以供以后找正参考。找正过程全部结束,试车后最大振动在0.03mm以下,机组运行正常。
三、高速鼓风机找正中的应用实例
以某化学工业有限公司硫酸系统2000kW空气鼓风机找正为例。该大机组是沈阳鼓风机股份有限公司生产的$2250—12型单级双吸双支撑鼓风机。鼓风机承担起 整套系统的气体输送动力任务,为系统单台机组,其运 转状态直接影响到系统运转稳定性和系统负荷风机的振动值直接反应机组的运行状况,而直接影响到风机振 动值的就是风机找正的精确度;
以往采用打表法找正, 需要做找正专用支架,由于跨度大表架的挠度原因,往往找正过程漫长,费时费力,找正结果误差无法保证, 导致机组开车后振动偏大或运行周期达不到修理要求,也间接影响到生产任务的完成。因此快速、高效、精确 的找正方法可以为整个检修施工过程节约宝贵的时间, 为公司避免因时间成本所带来的巨大经济损失。
找正的精度对2000kW风机这样高速运转的机器尤 其重要 ,该机组电动机和风机转子是通过与增速箱的 低、高速端联接传递动力,如图4所示。机组需要进行两次找正,电动机与增速箱低速端找正 ;风机转子与增 速箱高速端找正。
在实际测量中,增速箱为基准设备 ,安装S单元 ; 电动机和风机转子为调整设备 ,在两次找正过程中分别安装M单元 ; F1、F2为电动机的前、后地脚支承点, F3、F4分别为风机的前、后地脚支承点。按照使用过程中步骤分步操作,图4中已标有各点输入间距的距离数据。激光对中仪在室外有阳光直接照射到探测器的PSD表面或有强烈的电焊弧光照射时以及环境温度过高或过低时等 ,有可能得不到精确稳定的测量结果。
1、进入软脚测量程序 ,对中前应进行软脚检查。 旧的垫片或倾斜的机座会造成机器倾斜。软脚测试前先 F1 F2 图3 显示测量结果垂直平面锁紧所有地脚螺栓 。将激光探测器转到12点钟位置,调整激光束打到靶心,打开目标靶,依次松开和拧紧每一个地脚螺栓 ,最后显角值示测量结果。
2、进行粗略调整 ,用激光仪器找正前,应先进行粗略对中 (误差在2mm内),以保证仪器 的激光束不脱离接收靶。首先,将探测器转到9点钟的位置,调整激光束打到对方标靶的中心位置,再将探测器转到3点钟的位置,检查激光照射标靶的情况,最后调整M端可移动设备,以便激光束相互照射在标靶的靶心 。
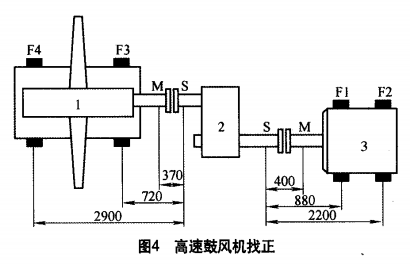
1.风机转子 2.增速箱 3.电动机
注:S—M为两个测量单元之间的距离。
S—F1为S测量单元到 电动机前支脚中心线的距离。
S—F2为S测量单元到 电动机后支脚中心线的距离。
S—F3为S测量单元到风机转子前支脚中心线的距离。
s—F4为s测量单元 到风机转子后支脚中心线的距离。
3、进入时钟测量法程序进行测量。将轴分别转到 9、12、3点钟的位置测量数据并确认。按确认键操作完成后 ,最后显示测量结果。
4、对测量结果进行调整,垂直方向调整,要将 s、M单元放在12点钟位置,在垂直方向上M可移动端(电动机或转子)前地脚减少0.04mm垫片,M端后地脚减少0.07mm垫片。水平方向调整,要将S、M单元 放在3点钟位置 ,在水平方向上电动机 (风机转子) 前地脚向右顶0.06mm,电动机 (风机转子)后地脚向右顶0.12mm垫片 (面向M可移动端区分左右)。按要求加减垫片后,重复轴系对中步骤,直到数据满足要求。判断测量结果是否在允许范围之内,可以在程序中查找标准要求,电动机工作转速为2980r/min,按照 要求保证位移偏差控制在0.03mm,角度偏移量控制在 O.03mm/lOOmm之内即可。
四、结语
实践证明激光对中技术在实际工作中具有快速、 精确、易学易用的特点。工作效率明显提高,操作人员劳动强度大大降低。由于提高了对中精度,设备能耗得到了降低 ,同时延长了设备使用寿命,延长了设备维修周期,另外由于对中时间的大幅度降低,增加了设备产能。该技术在设备对中工作中具有广泛的应用前景。