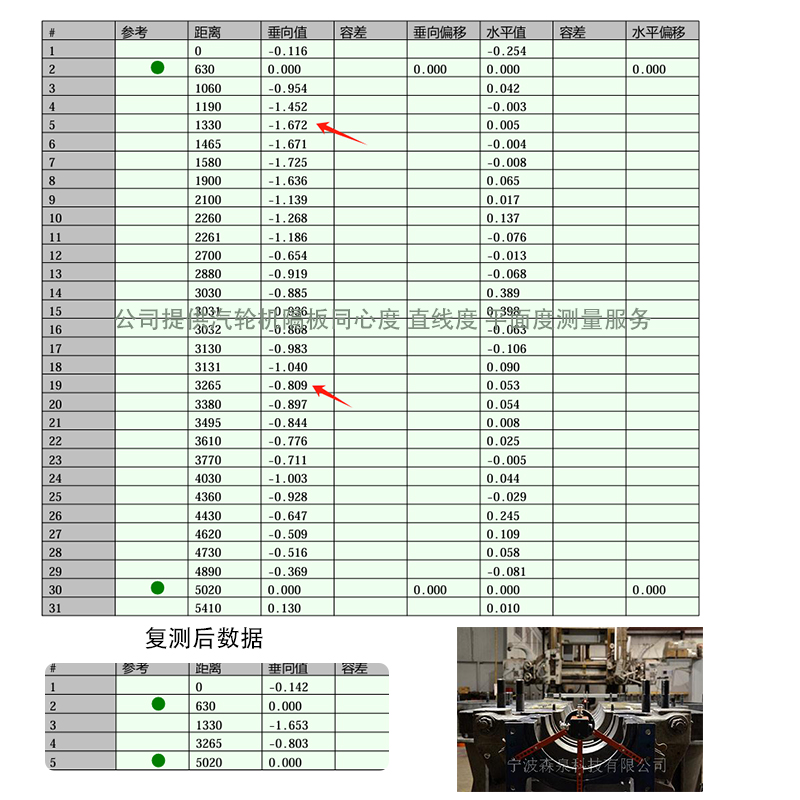
多个滚筒平行度测量
当对造纸机、印刷机、膜片生产线等的轧辊进行测量调整的时候,难的地方就是对水平平行度的调整。通常垂直平行度或水平度的调整检测比较简单,只需要使用机械水平仪或我公司的电子水平仪即可。选择一个参考点轧辊调整传统的方法是在机器的侧面选择一个水平基准点作为参考点。

把激光器放在仪表支架上,使其在机器的侧面靠近参考轧辊,使用1或2角秒水平仪使其保持水平。通过视觉辅助工具,把垂直激光面调整到平行于参考轧辊。
第二,把一个探测靶水平放置在最接近激光参考轧辊上,然后对其调整,直到探测到激光并清零,接着把它移动到轧辊的远端。把第二个探测靶同样放置在最接近激光器的相同的参考轧辊上并清零。由于两个探测靶在轧辊同样的点上都被清零,他们成了轧辊的参考点。接下来确定一个垂直激光面,或者调整激光面直到两个参考探测靶的读书相同,这样激光面就平行于参考轧辊。
第三,由于激光器放置在机器的外部,而且第二个垂直激光面垂直于第一个激光面,这样第二个激光面就成了机器的偏移中心线,该偏移中心线在激光任意一段的范围是30.5m。要测量其他轧辊的平行度,必须在夹具或者机器的侧面框处放置两个水平的参考探测靶,来暂时获取偏移中心线。把参考探测靶清零后就变成了偏移参考线,其他调整不影响该偏移参考线。
第四,要检测一单独轧辊的平行度,把激光器和支架沿着偏移中心线移动,直到达到要测的轧辊或轧辊的切面。激光器的位置必须在激光面和被测轧辊之间留有4-5的水平空间,这样仪表就水平了。

要在多个不同的高度对水平度进行测量,它带有一个转动的读书器、一个 V 型基座、1个角秒精度和一个绑带系统,防止从轧辊上跌落。检测驱动轴的对中性要测量驱动轴的对中性,根据轴的长度的不同,把放在驱动轴的任意一端或中间。使用垂直安装型探测靶使水平平面平行于离驱动轴最近的顶部,使垂直扫描平面平行于该轴的侧面。检测每个轴相对于参考轴的平行度,并对其进行相应的调整。要检测某个轴的平行度/ 同线性度,把探测靶从参考轴上移开无需清零,然后测量轴的两端,每端各一次。两个读数之间的差值就是该轴相对于参考轴的角度,它们的平均值就是偏离参考轴中心点的情况。一次设置最大可检测61m长驱动轴的情况。对辊轧成型机的量和调整 采用激光测量仪对辊轧成型机的精确调整,能够保证模具的上半部分和下半部分的模肩处在同一条直线上。这就解决了模具的平面度和垂直平行度的问题。使用夹具,把三个单轴探测靶水平安装在三个模具上,或者安装在模肩或端点上。其中两个在上部,一个在下部,让垂直激光面与它们平行。其他的模具,无论是上部还是下部,都可用同样的设置测量出轴的直线度。如果它们超出公差范围,可把探测靶置于模具的左侧来进行调整。当读数器的读数为零时,模具就调整好了。

要检查模具上半部分与下半部分的垂直平行度,在两个模具顶部确定一个水平激光面(使用三个参考点),该激光面通常在模具的上半部分。把单轴探测靶移动到上半部分的其他模具上来检测相对于参考模具的平面度偏差。要检测平行度,把一个探测靶放在模具的下部,并对其调整使读数为零。然后将它移动到下半部分的其他模具上,这样相对于参考点的平行度的偏差就测量出来了。

还可利用激光平面度测量仪(双轴)内置的垂直度装置来检测支撑墙面相对于机床的垂直度。
请注意:如果不仅要对机器进行测量,还要对其进行调整的话,把激光器放在支架上是十分必要的。如果把激光器放在机床或台板上,对机器的调整将会影响到对激光器的设定。全屏分曝光